Products



E6013 /J421
Chemical Composition Of Deposited Metal(%)
|
Pilot Projects |
C |
Mn |
Si |
S |
P |
Ni |
Cr |
Mo |
V |
|
Guaranteed Value |
≤0.20 |
≤1.20 |
≤1.00 |
≤0.035 |
≤0.040 |
≤0.30 |
≤0.20 |
≤0.30 |
≤0.08 |
|
Example Value |
0.079 |
0.38 |
0.21 |
0.018 |
0.024 |
0.020 |
0.032 |
0.005 |
0.010 |
Purpose:
Welding low carbon steel structure, especially suitable for thin plate small pieces and segments of the intermittent welding seam and the requirements of beautiful surface and smooth welding cover.
Features:
J421 is rutile type coating acid electrode. AC, DC dual-use, all-position welding. Excellent welding operation performance, arc stability, easy re-arc, easy slag, beautiful weld formation, small spatter.
Points to note:
In general, the welding rod need not bake before welding. The electrode must be baked at 150-170℃ for 0.5-1 hour after being wet.
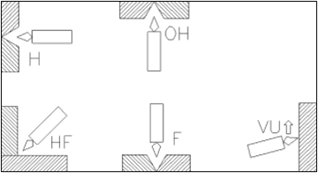
Welding position: